




























 第1年
第1年






 316L絕緣接頭廠家報價
316L絕緣接頭廠家報價
 南京絕緣接頭生產(chǎn)廠家報價
南京絕緣接頭生產(chǎn)廠家報價
 晉城對焊彎頭報價滄州對焊管件生產(chǎn)
晉城對焊彎頭報價滄州對焊管件生產(chǎn)
 北京天然氣公司絕緣接頭滄州
北京天然氣公司絕緣接頭滄州
 海口絕緣接頭報價河北絕緣接頭生產(chǎn)
海口絕緣接頭報價河北絕緣接頭生產(chǎn)
 山西絕緣接頭價格報價
山西絕緣接頭價格報價
絕緣接頭現(xiàn)在被廣泛的應用在了各個職業(yè)領域傍邊,端子接觸電阻和端接接頭的焊接方法和焊接技術,現(xiàn)在用于焊接的焊接方法和焊接方法和焊接方法。錫焊方法具有焊接溫度低的利益,焊接進程是簡略,但錫鉛焊料容許電流密度低,抗拉強度是不高;銀銅焊接方法的銀銅焊料容許高電流密度,高拉伸強度,絕緣接頭,但銀和銅焊接高溫,陰極保護絕緣接頭廠家,焊接技術懇求高。錫釬焊銅或銀焊,其內(nèi)部可能存在焊接材料不緊,緊程度將直接影響的接觸電阻值的大小,假設的接觸電阻添加,高壓絕緣接頭標準,添加溫度,致使絕緣水平降低,嚴峻時會形成事端。因此,防止接頭的絕緣事端發(fā)生是一個首要的環(huán)節(jié),因此進步出產(chǎn)和修補人員的焊接水平是非常首要的。而從上面的這些內(nèi)容我們就能夠簡略的分分出,絕緣接頭的質(zhì)量絕緣效果并不是原封不動的,而是會根據(jù)運用的情況來進行調(diào)整,這也就形成了一些情況復雜下的絕緣接頭裝置的時分非常費事。
對于絕緣接頭的保存空間,應保證室內(nèi)所有設備必須達到無故障、無缺陷、無銹跡、無外來物的標準,且環(huán)境整潔。保證實現(xiàn)線路走向圖、保護電位曲線圖、崗位責任制表,三圖上墻;絕緣接頭的每條陰極保護管道都應符合本次實際情況的《陰極保護運行管理規(guī)定》,能夠嚴格按照規(guī)定實施,堅持進行陰極保護的日常測試、控制、調(diào)整、維修等日常工作;每日的檢查、測量通電電位,填寫好檢查運行的相關日志,及時向生產(chǎn)調(diào)度部門匯報陰極保護站的實際運行工作情況;在初期應每周檢查一次電點電位的是否保持在規(guī)定值,沿管道測定陰極保護電位,后期測量頻率可改為兩周進行一次測量或一月測量一次;陰極保護站應向管道輸電,不得中斷,確保全年給管道送電的時間能夠達到98%以上;當陰極保護站投產(chǎn)后,電氣設備接線不得再擅自改動,如不得已需改變接線的情況,應由主管部門盡快作出方案,經(jīng)得批準后方才按照改變方案執(zhí)行;應盡可能地檢查和排查出管道接地故障,并且消除,使管道全線都完全達到陰極保護;每年在規(guī)定的時間內(nèi)需對管道沿線自然電位和土壤電阻率進行依次測量。按照上述計劃實施,能夠使絕緣接頭的陰極保護作用發(fā)揮到較大。
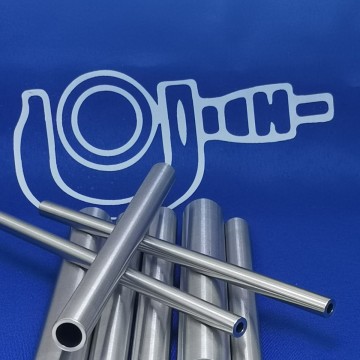
絕緣接頭采用自緊式U型密封結構,直徑范圍在15毫米到3500毫米之間,承受壓力范圍在1.0mpa到100mpa之間。絕緣接頭適合輸送各種介質(zhì)的金屬管道的陰極保護,比如最常見的各種水、氣、油、蒸汽等等介質(zhì)的傳輸管道的陰極保護。絕緣接頭的材質(zhì)也有很多種,有碳鋼、不銹鋼、銅還有其他各種合金等材質(zhì)。絕緣接頭的工藝已經(jīng)發(fā)展到非常精湛的水平。對于直徑小于300毫米的絕緣接頭,比較先進的生產(chǎn)工藝是沖壓成型的絕緣接頭。因為這種絕緣接頭的工藝可以實現(xiàn)流水作業(yè),并且采用標準化生產(chǎn),可以保證絕緣接頭的質(zhì)量。這種生產(chǎn)技術和工藝其質(zhì)量一直處于領先地位。絕緣接頭的技術指標:焊縫100%超聲波探傷、
絕緣接頭是同時具有埋地鋼質(zhì)管道要求的密封性能、強度性能和電防腐蝕所要求的絕緣性能的管道接頭的統(tǒng)稱。它包含組合件、絕緣板、填料、密封環(huán)、短管等。絕緣接頭是根據(jù)絕緣法蘭在使用中存在的問題進行改進的換代產(chǎn)品,是鋼質(zhì)管道陰極保護系統(tǒng)中必不可少的重要壓力元件,廣泛應用于鋼制管道的陰極保護系統(tǒng)。整體式絕緣接頭由下面各零件組成:上、下管、套筒、絕緣件、密封件、絕緣涂層。在絕緣接頭的上、下管對接端面間,夾有絕緣件和密封件,形成具有絕緣性能的雙密封結構。套筒采用坡口焊接或與上導管直接焊接兩種形式,將絕緣件和上、下管牢固封裹在里 面,形成“密封容器”,從而既保證了良好的絕緣效果,又大大提高了絕緣結構的承壓能力。








 手機圖頁網(wǎng)
手機圖頁網(wǎng)



