


























 第1年
第1年擊交談/留言")






 靈山縣化工Q245R直縫鋼管特殊處理
靈山縣化工Q245R直縫鋼管特殊處理
 合山縣電廠用Q345R直縫鋼管保證質(zhì)量
合山縣電廠用Q345R直縫鋼管保證質(zhì)量
 陽(yáng)山縣P22鋼結(jié)構(gòu)直縫鋼管廠免稅了
陽(yáng)山縣P22鋼結(jié)構(gòu)直縫鋼管廠免稅了
 全州市Q370qC橋梁用直縫鋼管價(jià)格公
全州市Q370qC橋梁用直縫鋼管價(jià)格公
 南陽(yáng)市Q890B電廠用直縫鋼管振達(dá)產(chǎn)
南陽(yáng)市Q890B電廠用直縫鋼管振達(dá)產(chǎn)
 桂林市Q62D地埋輸水用直縫鋼管優(yōu)點(diǎn)
桂林市Q62D地埋輸水用直縫鋼管優(yōu)點(diǎn)
 全州縣化工Q345D直縫鋼管抗腐蝕嗎
全州縣化工Q345D直縫鋼管抗腐蝕嗎
 枝江市Q620B打樁用直縫鋼管哪家更專
枝江市Q620B打樁用直縫鋼管哪家更專
 中山縣P91化工用直縫鋼管材質(zhì)對(duì)口
中山縣P91化工用直縫鋼管材質(zhì)對(duì)口
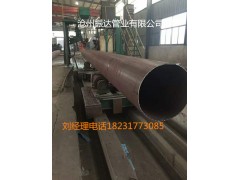
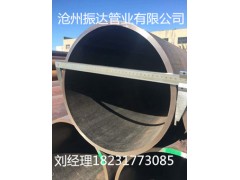
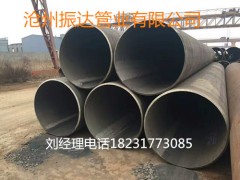
沈丘縣15CrMoG電廠用直縫鋼管情好轉(zhuǎn)時(shí)下面我再談一下直縫鋼管制造的技能流程。以直縫管為例,若做長(zhǎng)半徑自縫管,如用鋼坯廠家的管,要先選定標(biāo)準(zhǔn),提出管料。延展率,經(jīng)過理論核算,通常延展率在44%-46%之間,后退回去。短半徑220毫米的通常的延展率為60%。選好質(zhì)料后,按直縫管標(biāo)準(zhǔn)下料,再思考科學(xué)半徑, 比方,11°的直縫管,經(jīng)過其科學(xué)算出下多長(zhǎng)料可加工出12°的直縫管。經(jīng)過理論核算可算出,然后以該長(zhǎng)度為定尺進(jìn)行堵截。最終把料進(jìn)行熱卷軋。卷軋機(jī)我們能夠都看過,實(shí)踐很簡(jiǎn)單。它是一個(gè)半圓狀芯頭或滾軸,滾軸由細(xì)變粗,卷軋進(jìn)程是一個(gè)延展帶曲折的進(jìn)程。后邊有支撐,把下料管段穿入滾軸,后邊有一牌坊架將滾軸固定。中心有一電輪,電輪有的經(jīng)過液壓傳動(dòng),有的經(jīng)過機(jī)械傳動(dòng)即絲杠傳動(dòng),然后往前軋電輪。電輪軋著管子順著滾軸往前走,滾軸外有一個(gè)感應(yīng)圈,把管子加熱,加熱好,然后電輪把管子軋下,就加工好一個(gè)。軋好后,直縫鋼管要就此熱狀態(tài)下進(jìn)行平展。因?yàn)橛械闹笨p管處置不妥后,就會(huì)歪曲,這是不允許的。
別的,軋頭后通常都是頭部外徑大,要經(jīng)過平展模進(jìn)行平展。






 手機(jī)圖頁(yè)網(wǎng)
手機(jī)圖頁(yè)網(wǎng)



