

因爐體結構、玻璃品種、玻璃升溫速度要求不同而需要采用一種為主或多種組合加熱方法。
角窗玻璃加熱:
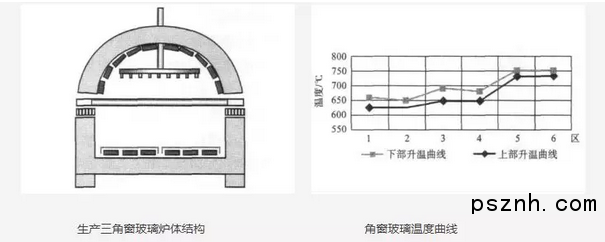
生產角窗玻璃的加熱爐結構如圖。爐體內上部、下部和側面均設置電熱絲,每組爐絲可獨立調節溫度,爐體分為三區,每區中間有隔斷,能夠單獨控溫保溫,升溫曲線如下圖所示。爐腔的上部電熱絲用不銹鋼板覆蓋,增加輻射傳熱的均勻性,玻璃上表面輻射加熱,下表面胎框傳熱和輻射傳熱。因成型胎吸收部分熱能,下部溫度設定高于上部20-30℃。
側窗玻璃加熱:
生產側窗玻璃的加熱爐結構前后不同,該加熱爐分10個區。爐體內上部、下部、側面均設置電熱絲,上部增加軸流風機強制對流加熱玻璃,這種對流加熱方式的主要目的是使玻璃均勻受熱,同時減少陶瓷輥傳輸玻璃時產生的輥子印。各分區之間有隔斷,每個分區獨立設定、調節溫度,升溫曲線。因強制對流作用,爐上部的空氣向下吹造成上部的熱量流失,上部溫度設定比正常高20℃。
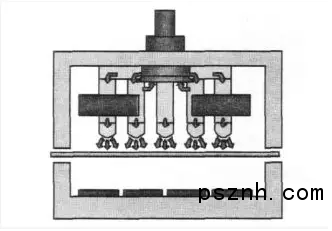
生產側玻璃爐體結構
后窗玻璃加熱:
生產后窗玻璃的加熱爐見圖。爐體上部呈半圓拱形,上部電熱絲按爐體形狀設置,底部電熱絲覆蓋不銹鋼板,由爐絲加熱鋼板,再由鋼板產生熱輻射加熱玻璃,與爐絲直接加熱相比,具有以下優點:①鋼板表面積大,其輻射遠比爐絲直接輻射加熱玻璃更均勻;②鋼板作為蓄能元件,里面儲存了巨大的能量,可以源源不斷地向玻璃提供其所需要的熱量,保證爐溫盡可能均勻、波動小;③加熱效率高,儲存熱量大。該爐的1區、2區各安裝2個強制對流器,加熱方式為輻射加熱加對流加熱,對流器主要是使爐內的溫度場更均勻,同側窗對流加熱直接作用于玻璃還有區別。如果采用的結構,不利于熱空氣的對流,因后窗面積較大,同側窗玻璃一樣采用輥道方式傳輸玻璃。
● 加熱過程中快速達到玻璃鋼化溫度的注意事項
鋼化溫度對產品質量有重要的影響。鋼化時溫度不合適會對對鋼化玻璃的質量產生一系列的影響,如玻璃碎塊過大、玻璃彎曲、玻璃輥道痕、玻璃下表面白道、玻璃表面麻點、玻璃在冷卻時的破碎等。如何使玻璃快速達到要求的溫度,在加熱的過程中我們要注意三個方面的問題。
● 避免電爐內某個區域的熱量消耗超過加熱效果
這就是要避免出現電爐的超負荷現象,這里所說的電爐超負荷不是指電爐里玻璃占有的面積,而是指玻璃厚度、加熱溫度與加熱時間的關系,在正常的操作情況下,在電爐中央加熱元件的加熱區域內,總有玻璃在吸熱,在電爐的這個區域內一直有玻璃存在,如果電爐內某個區域的熱消耗超過加熱效果,這個區域內的溫度就開始下降,一直下降到溫度平衡為止,所以電爐一旦出現超負荷現象,就會引起玻璃在冷卻段的破碎。
● 厚度不同的汽車鋼化玻璃要求的加熱溫度不同
要鋼化的玻璃越薄,加熱的溫度就要越高,玻璃越厚,加熱的溫度就越低。操作人員要明白電爐溫度與加熱時間的相互關系以及電爐溫度對厚薄不同的玻璃變化值,所以在鋼化玻璃工藝方面,不能明確指出哪種溫度設定好,溫度的選擇在很大在程度上決定于原片玻璃的質量和操作人員所調整的工藝參數。在實際生產中對加熱溫度的調整,主要通過對加熱時間的調整來實現對加熱溫度的控制,加熱時間的基本的計算方法每一名操作人員都應當掌握。基本的計算方法時每毫米厚度的玻璃約為40-50秒,如果玻璃上有鉆孔、開洞、開槽,加熱時間要在此的基礎之上增加1.5%-2.5%。
推薦產品:
主要參數
★ 溫度量程: 200 °C ~ 1500 °C
★ 光譜范圍: 7.9 µm
★ 幀速率: 高達125 Hz
★ 尺寸: 46 mm x 56 mm x 90 mm

PI 450/640 G7 玻璃專用型的技術參數
檢測器:(FPA,未冷卻)
PI 450 G7: 25 µm x 25 µm
PI 640 G7: 17 μm x 17 μm
光學分辨率:
PI 450 G7: 382 x 288 像素
PI 640 G7: 640 x 480 像素
光譜范圍: 7.9 µm
測量范圍: 200 °C ~ 1,500 °C
瞄準距離: 0 °C ~ 250 °C
幀率:
PI 450 G7: 80 Hz/ 可切換到 27 Hz
PI 640 G7: 32 Hz / 125 Hz @ 640 x 120 像素
